1、数控机床床身铸件均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨。
2、材质均为优良细腻的灰口铸铁HT200-HT300,细致的配比,高的抗拉抗弯强度,使您购买无后顾之忧。
3、口碑流行的热处理工艺,使铸件的应力变形减少到小度。时间长使用趋于稳定。

 机床床身铸件的淬火回火和广泛应用较新铸造工艺成果
机床床身铸件的淬火回火和广泛应用较新铸造工艺成果<一>、机床床身铸件的淬火回火
我们都知道淬火常用的冷却介质是盐水,水和油。盐水淬火的工件,容易高的硬度和光洁的表面,不容易产生淬不硬的软点,但却易使工件变形严重,甚至发生开裂。而用油作淬火介质只适用于过冷奥氏体的稳定性比较大的一些合金钢或小尺寸的碳钢工件的淬火。
关于回火的目的,主要有以下几个方面:
1、大型机床铸件能够很好的降低铸铁的脆性,或减少内应力,钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形甚至开裂。
2、获得工件所要求的机械性能,工件经淬火后硬度高而脆性大,为了满足各种工件的不同性能的要求,可以通过适当进行回火的配合来调整硬度,减小脆性,所需要的韧性,塑性。
3、可以起到稳定工件尺寸的作用
4、对于退火难以软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将硬度降低,以利切削加工。使得加工效果佳。
<二>、数控机床铸件广泛应用较新铸造工艺成果
铸造数控机床铸件质量对机械产品的性能有很大影响。数控机床铸件的设计改进方法数控机床铸件清理实质就是对铸件的美容,所谓清理就是使铸件表面质量得以提高。经过多次工艺试验,对每一工艺参数都认真选择。广泛地应用较新铸造工艺成果,提高铸造工艺水平,以减少铸造缺陷,特别是铸件表面缺陷。当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。不同的企业生产条件(包括设备、场地、员工素质等)、生产习惯、所积累的经验各不一样,应该根据这些条件考虑适合做什么产品和不适合(或不能)做什么产品。
数控机床铸件加工流程介绍:精加工、粗加工、光整加工的工序特点:数控机床铸件精加工工序从经过粗加工的表面上切去较少的加工余量,使工件达到较高的加工精度及表面质量的工序为精加工工序。如工件表面无特别高的要求,精加工常作为较终加工。数控机床铸件铸件光整加工工序它是从经过精加工的工件表面上切去很少的加工余量,得到很高的加工精度及很小的表面粗糙度值。研磨、珩磨、超精加工及抛光等方法属于光整加工工序。数控机床铸件铸件粗加工工序从工件上切去大部分加工余量,使其形状和尺寸接近成品要求的工序为粗加工工序。其加工精度较低,表面粗糙度值较大,一般用于要求不高或非配合表面的较终加工,也作为精加工的预加工。
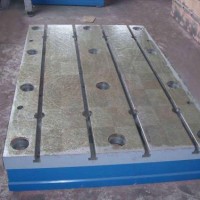
数控机床铸件主要是用作镗床的工作台,材质为铸铁,在使用的时候,若用坚硬的工具敲打或碰撞铸铁平台的表面,可能会留下缺陷。修补缺陷可以按喷焊工艺执行,将导轨面预热至150℃以上,完成初步焊粉的喷涂后,将喷涂面加热至900℃-1200℃以上,使焊粉熔化后形成平整面。由于预热及加热时间长,工件受热面积较大,热应力较大,比电弧焊容易产生裂纹,同时线收缩产生裂纹倾向大。由于裂纹倾向受喷焊时间、喷层厚度等因素影响,缺陷大小受到一定限制,而且焊补的缺陷需清理干净,由于喷粉中含Fe量比例较高,形成的喷层较电弧焊与母材的颜色相近。但因具有一定量的Ni,所以无法与母材颜色接近。
河北卓峻机床(http://www.zhuojunjichuang.com)主要产品有三维柔性焊接平台、龙门铣床铸件、大理石平台、地轨地槽、方箱弯板、配重铁、铸铁机械配件、大型机床铸件等,并可根据客户的需求定制异型机床铸件。我公司产品广泛应用于冶金、机械、化工、汽车、农机、电器、仪表、五金等生产行业。